A Field Guide to Modern carpet manufacturing machine lines in Automotive
Walk into any trim shop today and you’ll notice the same quiet revolution: hot-air penetration ovens replacing older contact or IR-only setups. To be honest, this is where real throughput meets consistent bonding. The Automotive Carpet Production Line (Heating By Hot Air Penetration) coming out of No.398, Qianxing Road, Qiantang Town, Hechuan District, Chongqing, P.R.C, is a prime example—fast cadence, tidy temperature control, and an operator-friendly layout.
In fact, many customers say this type of carpet manufacturing machine pays for itself by stabilizing quality—especially on mixed PET/PP nonwovens with thermoplastic coatings. The double-oven rhythm here reaches ≈55 seconds/piece in production, which is brisk without being scary.
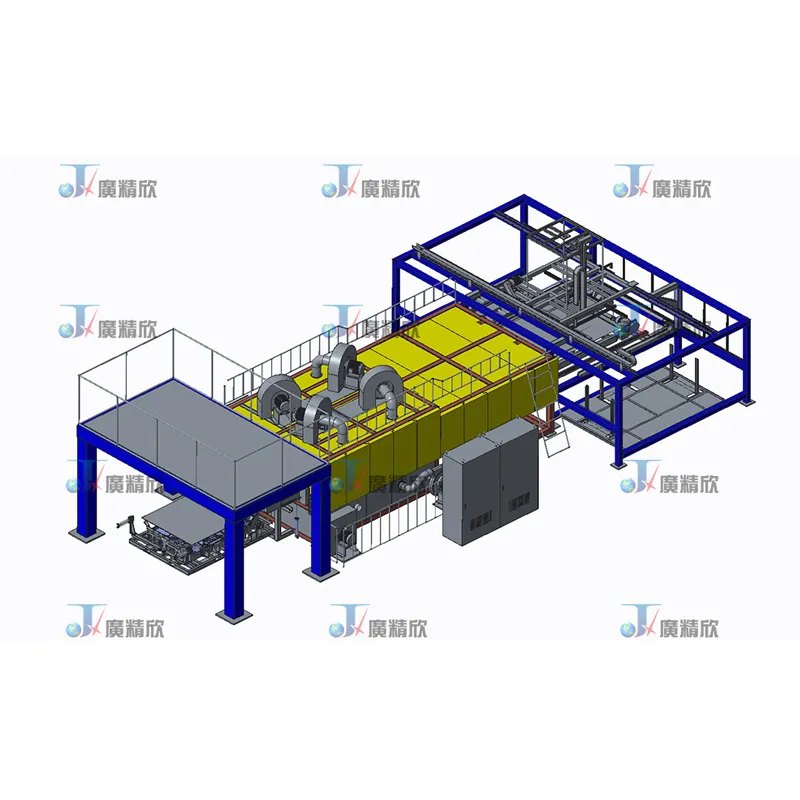
What’s inside the line
Core modules include an automatic needle-punched feeder, stainless steel/Teflon mesh conveyors, air-mixing penetration heaters (up/down flow), forming press, and trim-friendly reclaim, whose width is adjustable to accommodate different SKUs. Heating runs under PID control for steady soak-through—less hot spots, less warpage. It seems that this matters a lot on heavier grammage carpets.
| Spec (≈ real-world) | Automotive Carpet Production Line |
|---|---|
| Heating method | Hot-air penetration (mixed air, top/bottom) + PID |
| Cycle time | Up to 55 s/piece (double-oven mode) |
| Conveyors | Stainless steel mesh + Teflon mesh belt |
| Materials | Needle-punched nonwovens, PET/PP blends; PE/EVA/TPU coatings |
| Temp range | ≈120–230°C (recipe-dependent) |
| Reclaim width | Adjustable; supports mixed SKUs |
| Throughput | Line-balanced for mid/high-volume programs |
Process flow, testing, and service life
- Feeding: automatic needle-punched feeder sets GSM consistency.
- Preheat + penetration: controlled soak for adhesive activation and bulk stabilization.
- Forming: matched tooling locks geometry; cooling stabilizes dimensions.
- Trimming + reclaim: adjustable reclaim captures edge scrap for reprocess (depends on spec).
- QC: common checks—GSM (ISO 9073-1), tensile/tear (ISO 9073-3/4), thickness, abrasion (ASTM D4966), flammability (ISO 3795 / FMVSS 302), and emissions (VDA 278). Real-world use may vary by OEM program.
Typical service life in cabin environments: around 7–10 years, subject to climate, footwear abrasion, and cleaning chemicals.

Applications and customization
Passenger vehicles, light trucks, vans, buses—plus cargo liners and trunk mats. Custom options I’ve seen in the field: extra oven zones, recipe libraries, quick-change forming tools, integrated vision for edge detection, and inline weight/thickness stations. A good carpet manufacturing machine team will also propose VOC-friendly materials to meet VDA 270/278 where required.
Vendor snapshot (indicative)
| Vendor | Heating | Min cadence | Customization | After-sales footprint |
|---|---|---|---|---|
| Headliningline (Chongqing) | Hot-air penetration + PID | ≈55 s/piece | High (tooling, zones, reclaim width) | Asia focus; global support by arrangement |
| European OEM | Hot air / IR hybrid | ≈60–70 s/piece | Medium to high | EU/NA service hubs |
| Local integrator | IR or contact heating | ≈70–90 s/piece | Medium (budget-driven) | Regional |
Field notes and measured results
One Tier-1 I visited ran recycled PET nonwovens; after switching to a carpet manufacturing machine with mixed-air penetration, they reported scrap down ≈12% and better edge integrity on complex floor pans. Lab checks showed dimensional change after heat-cycling within ±1.5% and passing ISO 3795 flame tests. Not a miracle—just controlled airflow and stable dwell times.

Compliance and documentation
Expect CE marking, ISO 9001-based build quality, and IATF 16949-aware documentation for automotive projects. Material/part testing typically references ISO 9073 (nonwovens), ISO 3795 or FMVSS 302 (flammability), ASTM D4966 (abrasion), and VDA 278 (VOC). Certificates and FAT/SAT protocols are usually available on request.
Author’s note: if you’re scoping a new line, bring sample stacks (substrate + adhesive + facing) to a heat-penetration trial. Small tweaks to airflow balance often unlock the last 5% of quality.
References
Guangjingxin‘s main series of products include: automotive interior parts and equipment: car parts manufacturing companies
Automotive interior parts (headliner, carpet, coat rack, sun visor, wheel, sound insulation pad, etc.) Production line, headliner wet method line, skylight pull plate wet method line,automatic laminating machineg glue rolling machine, fabric glue rolling line, automatic assembly line. car manufacturers productionCarpet production line, infrared oven, mixed air oven, hot plate heating furnace, light wave heating furnace, die change system, press, interior parts die, die temperature controller, flanging machine, auto manufacturers industrywater knife robot and interior parts supporting equipment.robotics in car manufacturing