Why the automobile roof headliner is getting smarter (and faster)
If you’ve ever sat in a new EV and thought “this cabin feels quiet,” odds are the headliner assembly team did their homework. The headliner is the soft ceiling panel bonded to the automobile roof frame, and lately the manufacturing tech behind it has evolved at a clip. I’ve toured a few plants—and, to be honest, some lines still rely on manual trimming and tape. But the tier-1s who ship on time use integrated equipment that trims, wraps, glues, verifies, and logs everything.
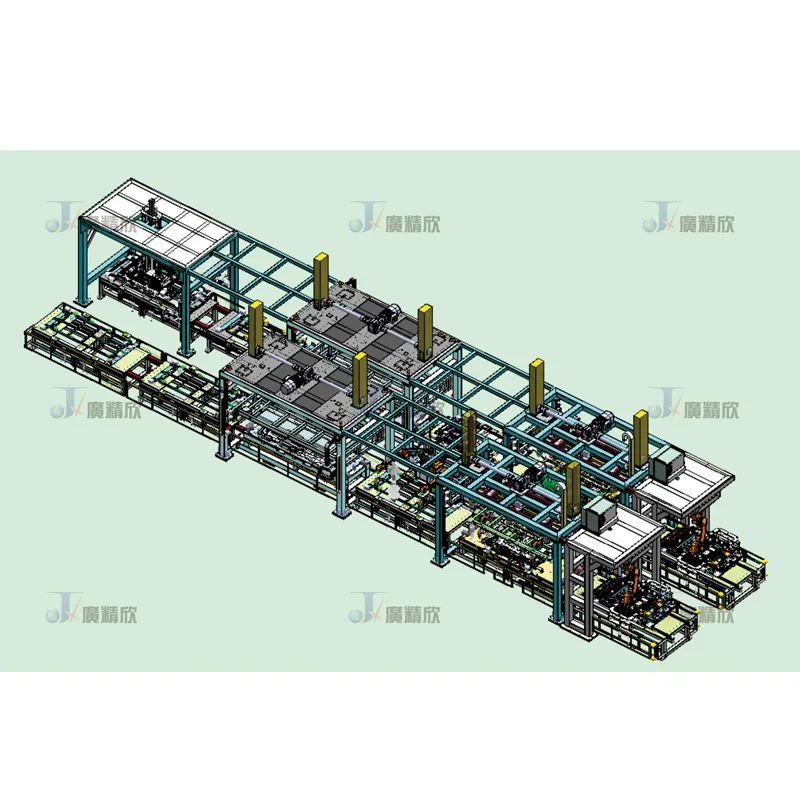
What the line actually does (the short version)
This specific system—Automotive Headliner Assembly Equipment from Chongqing (No.398, Qianxing Road, Qiantang Town, Hechuan District, P.R.C.)—handles edge cutting, skylight frame pressing and gluing, glue spray, edge wrapping, wire harness fixing, accessory mounting, plus CCD vision checks. In fact, it’s the last big gatekeeper before a headliner meets the automobile roof module on the main line.

Process flow, materials, and the tests that matter
- Materials: substrate (PU foam + fiberglass or natural fiber mats), fabric or PVC coverstock, hot-melt or PUR adhesives, skylight frames, clips, wire harnesses.
- Methods: CNC edge cutting → automated spray or bead application → frame pressing → edge wrapping (heated shoe) → harness and accessory install → CCD final inspection.
- Testing standards: flammability per FMVSS 302 / ISO 3795; VOC and fogging per VDA 278; adhesion (peel) per ASTM D903; aging per SAE J2412/J2527. Real-world specs vary by OEM.
- Service life: equipment designed for ≈10–15 years or >30,000 h with preventive maintenance; headliner target life typically equals vehicle life (10–15 years), assuming interior care.
- Industries: passenger cars, premium SUVs with panoramic roofs, light commercial vans (acoustic packages), and increasingly, EVs chasing weight and noise reduction.

Product snapshot (specs at a glance)
| Station set | Edge cutting, skylight frame gluing/pressing, glue spraying, edge wrapping, wire harness, accessories, CCD |
| Cycle time (takt) | ≈35–60 s per headliner (model-dependent) |
| CCD vision accuracy | ±0.2–0.3 mm typical |
| Adhesive support | PUR, hot-melt, water-based (peel strength target ≥1.2 N/mm, ASTM D903; your material may vary) |
| Power / air | 380–480 V 3φ, 50/60 Hz; 0.6–0.8 MPa clean dry air |
| Data & traceability | Vision records, adhesive parameters, station OK/NOK, MES gateway |

Trends we see on the floor
EV cabins are quieter, so acoustics matter more. Skylight apertures are bigger, so edge wrapping and frame flatness get unforgiving. And—surprisingly—lightweight natural fiber mats are back, which behave differently under heat. Many customers say closed-loop vision plus adhesive bead analytics cut rework on the automobile roof module by double digits.

Vendor comparison (quick take)
| Vendor | Core strengths | Lead time | Certifications |
|---|---|---|---|
| HeadliningLine (Chongqing, CN) | Integrated CCD, skylight focus, flexible fixtures; on-site buyoff | ≈12–18 weeks | ISO 9001 / IATF 16949 (typical for suppliers; verify current scope) |
| Vendor B (EU) | High automation with AGV flow; deep MES | ≈20–26 weeks | CE, ISO 9001 |
| Vendor C (NA) | Retrofit experts; quick service network | ≈10–16 weeks | UL-listed panels, OSHA-focused design |
I guess the right fit depends on your model mix and how much skylight complexity your automobile roof program carries.

Customization and real-world results
- Customization: interchangeable nests for long-wheelbase variants; adhesive switch-over (PUR ↔ hot-melt); recipe-managed heat and pressure for delicate coverstocks.
- Case Study A: EV startup trimmed scrap by ~28% after adding CCD-guided edge cut and bead presence checks. Takt stabilized at 42 s.
- Case Study B: SUV program with panoramic automobile roof aperture cut changeover by 35% via quick pins and auto bead width tuning.
- Customer feedback: “Noise complaints went down,” one plant lead told me—correlated to better edge wrap uniformity and higher peel numbers.
Compliance checklist
Look for CE marking, electrical safety to IEC 60204-1, guarding ISO 14120, and process validation under IATF 16949. For interiors, ensure flammability (FMVSS 302/ISO 3795) and emissions (VDA 278) sign-offs are baked into PPAP. Simple, but skipped too often.
References
- FMVSS 302 – Flammability of Interior Materials.
- ISO 3795 – Road Vehicles, Interior Materials — Burning Behavior.
- VDA 278 – Thermal Desorption Analysis of Organic Emissions.
- ASTM D903 – Standard Test Method for Peel or Stripping Strength.
- SAE J2412 / SAE J2527 – Accelerated Exposure of Automotive Interiors.
- IATF 16949 – Automotive QMS; ISO 9001 – Quality Management Systems.
Guangjingxin‘s main series of products include: automotive interior parts and equipment: car parts manufacturing companies
Automotive interior parts (headliner, carpet, coat rack, sun visor, wheel, sound insulation pad, etc.) Production line, headliner wet method line, skylight pull plate wet method line,automatic laminating machineg glue rolling machine, fabric glue rolling line, automatic assembly line. car manufacturers productionCarpet production line, infrared oven, mixed air oven, hot plate heating furnace, light wave heating furnace, die change system, press, interior parts die, die temperature controller, flanging machine, auto manufacturers industrywater knife robot and interior parts supporting equipment.robotics in car manufacturing