Inside the Modern Line That Builds the Parts Above Your Head
If you’ve ever pulled into a quiet parking garage and noticed how hushed the cabin feels, you’re experiencing the quiet competence of the automobile roof manufacturing ecosystem. The unsung hero here is the Automotive Headliner Assembly Equipment from Chongqing (No.398, Qianxing Road, Qiantang Town, Hechuan District, P.R.C.). To be honest, I didn’t expect such a “soft” part to demand hard-core automation—until I walked the line.
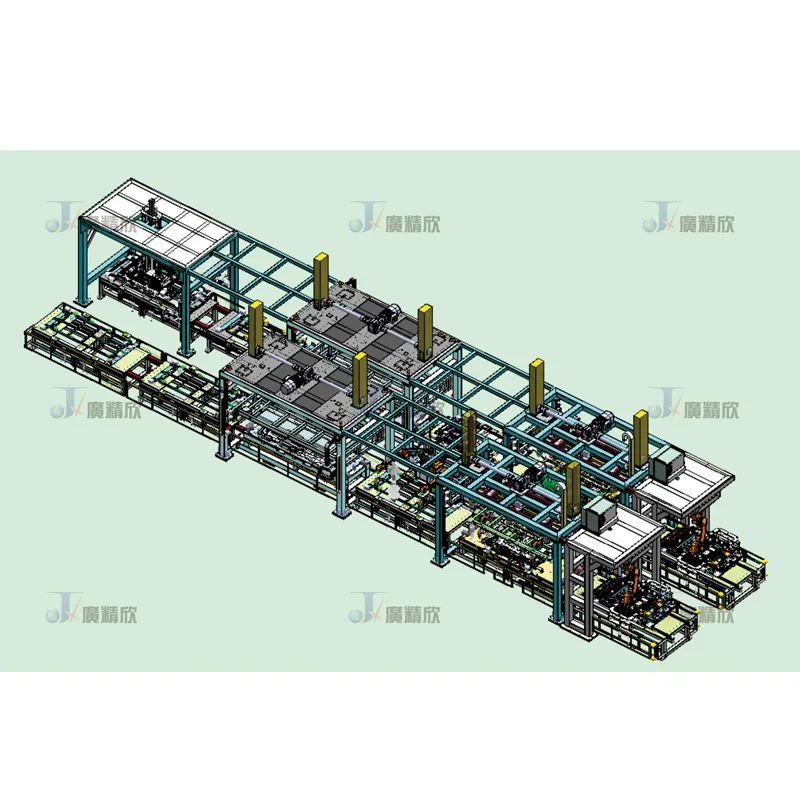
What the Line Actually Does
This line finishes the formed headliner and the skylight aperture: edge cutting, skylight frame gluing and pressing, precision glue spraying, edge wrapping, wire-harness laying, accessory mounting, plus CCD detection. In practice, that means tighter tolerances around the automobile roof opening, less rework, and happier NVH engineers.

Industry Trends (and why they matter)
- Lightweighting with PP/PET substrates and low-VOC adhesives—EV range anxiety nudges every gram.
- Panoramic sunroofs → higher precision around the automobile roof frame, more CCD-based metrology.
- Design upgrades: ambient light, speakers, airbags routing—more accessory stations, smarter harness handling.
- Sustainability: recycled PET felts, water-based primers; measurable VOC and odor testing.
Process Flow, Materials, and Testing
Typical flow: 1) Edge cutting; 2) Skylight frame gluing/press; 3) Automated glue spray (PUR hot-melt); 4) Edge wrap; 5) Wire-harness station; 6) Accessory install; 7) CCD inspection; 8) Pack-out. Materials: PP/PET substrate, PU foam, fiberglass mat (sometimes), fabric or knitted tricot, PUR and PSA adhesives.
Testing and standards: CCD dimensional checks, adhesion (ASTM D3359), flammability (FMVSS 302 / ISO 3795), odor/VOC (OEM specs), corrosion on metal frames (ISO 9227 as applicable). Service life: ≈10–15 years in real-world use, depending on climate and thermal cycling at the automobile roof line.

Key Specifications (typical configuration)
| Stations | Edge cut, skylight frame glue/press, glue spray, edge wrap, harness, accessory, CCD |
| Cycle time | ≈45–70 s/unit (model-dependent) |
| CCD resolution | Up to 5 MP; ±0.2 mm feature accuracy |
| Adhesive | PUR hot-melt; water-based primer optional |
| Uptime (OEE) | ≈92% in stable runs |
| Footprint | Around 18–28 m line length |
| Certifications | ISO 9001, IATF 16949 (vendor-level) |

Applications and Feedback
Use cases: global OEMs and Tier-1s on sedan/SUV programs with sunroofs, premium trims with light guides, and EVs needing weight control at the automobile roof level. Many customers say the CCD step cut their rework by “noticeably a lot”—not lab-speak, but you get the point. One plant manager told me their adhesive consumption stabilized within a week thanks to closed-loop spray parameters.
Vendor Snapshot (quick comparison)
| Vendor | Strengths | Trade-offs |
|---|---|---|
| Chongqing Headliner Line (this product) | Integrated CCD, robust edge-wrap, good lead time, strong sunroof accuracy | Customization lead-time can extend during peak seasons |
| EU Integrator A | Top-tier automation, extensive global service | Higher capex; longer spare parts cycle |
| Local Retrofit Shop B | Budget-friendly, quick tweaks | Limited CCD capability; variable documentation |

Customization and Two Quick Case Notes
- Customization: fixture sets for multiple models, dual-lane edge wrap, inline barcode/traceability, and AI defect screening on the automobile roof frame interface.
- Case EV-SUV: Added skylight frame preheat and higher-viscosity PUR profile → scrap down 28% in six weeks.
- Case Premium Sedan: Ambient-light harness jig + CCD glue-path audit → ±0.3 mm seam consistency and 18% faster changeovers.

Compliance, Data, and Support
Reported data from recent runs: adhesive peel ≥1.5 N/mm (ASTM D3359 proxy), dimensional CpK >1.33 on skylight cut-outs, pass rates >98.5% after ramp. Compliance with IATF 16949 frameworks is typical at the vendor level; FMVSS 302/ISO 3795 flammability verified at part-level with OEM sign-off. And yes, spare parts and remote diagnostics are on the table—because downtime at the automobile roof station is brutal on OEE.
Authoritative citations
- IATF 16949:2016 – Automotive Quality Management System.
- FMVSS 302 – Flammability of Interior Materials.
- ISO 3795 – Road vehicles, interior materials — Burning behavior.
- ASTM D3359 – Standard Test Methods for Rating Adhesion by Tape Test.
- ISO 9227 – Corrosion tests in artificial atmospheres (Salt spray tests).
Guangjingxin‘s main series of products include: automotive interior parts and equipment: car parts manufacturing companies
Automotive interior parts (headliner, carpet, coat rack, sun visor, wheel, sound insulation pad, etc.) Production line, headliner wet method line, skylight pull plate wet method line,automatic laminating machineg glue rolling machine, fabric glue rolling line, automatic assembly line. car manufacturers productionCarpet production line, infrared oven, mixed air oven, hot plate heating furnace, light wave heating furnace, die change system, press, interior parts die, die temperature controller, flanging machine, auto manufacturers industrywater knife robot and interior parts supporting equipment.robotics in car manufacturing