Inside the new era of automotive Carpet Making Equipment
I spent last week touring a plant in Chongqing that runs an Carpet Making Equipment line end-to-end. Honestly, I expected the usual mix of heat, needles, and conveyors. What I saw was leaner: dry heating via ceramic plates, robotic water-jet trim, and a conveyor logic that feels more like electronics manufacturing than textiles. The line in question—Automobile Carpet Dry Automatic Production Line—comes out of No.398, Qianxing Road, Qiantang Town, Hechuan District, Chongqing, P.R.C. The address is a mouthful; the machinery is not.
What’s driving the shift
Two industry currents are colliding: automakers want lighter, quieter cabins, and procurement demands predictable takt. Dry-forming with thermoplastic coatings ticks both boxes: fewer wet processes, steadier cycle times, and cleaner compliance with emissions rules (VDA VOC, DIN fogging). Many buyers tell me they’re replacing patchwork retrofits with single-vendor lines to reduce downtime finger-pointing—can’t blame them.
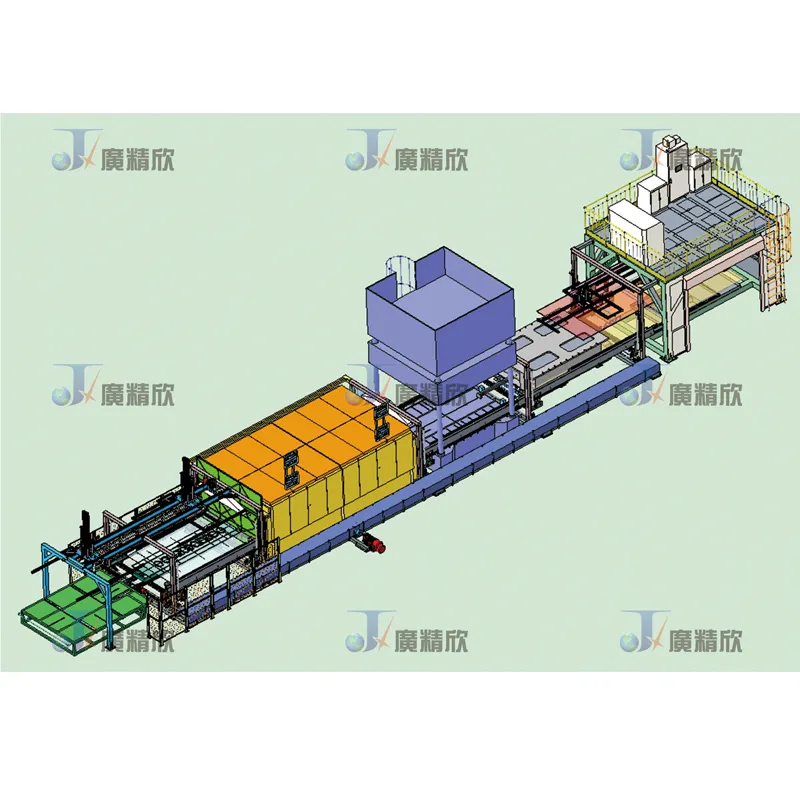
Process flow, in plain English
Materials: PET/PP nonwoven base (needle-punched), thermoplastic coating (TPU/PP/PE variants), optional scrim and acoustic foam. Methods: sheet feeding → needling → net-chain conveying → multi-zone oven (external ceramic heating plates) → forming via clamped grippers along the girder → robotic water-jet cutting → discharge and QC.
Testing standards commonly referenced: FMVSS 302 / GB 8410 flammability for interiors; DIN 75201 fogging and VDA 278 VOC for cabin air; ISO 12947 Martindale abrasion for wear; ISO 9073 (nonwovens) for structural checks; air permeability (ISO 9237) when acoustics matter.

Why this line works (advantages I actually noticed)
- Stable thermal window: ceramic plates deliver even heat; scrap drops when edges don’t overcook.
- Robot water cutting: consistent edges, fewer fuzz issues on needle-punch face.
- Closed-loop conveying: gentler on pile, better dimensional repeatability on complex floor pans.
- Cleaner shop air: dry process reduces mist vs. traditional spray bonding (real-world results vary).

Typical product specifications
| Parameter | Spec (≈ / around; real-world use may vary) |
|---|---|
| Max sheet width | ≈ 2,000–2,400 mm |
| Oven zones | 3–5 independent zones, ceramic plate heating |
| Throughput | ≈ 80–140 parts/hour |
| Cutting | High-pressure water-jet with robot cell |
| Controls | PLC + recipe management; traceable lot IDs |
| Service life | 10–15 years with preventive maintenance |
Where it’s used
Automotive floor carpets, trunk liners, wheel-cover blanks, and van load-space mats. I’ve also seen it adapted (with tweaks) to bus and rail interiors. Many customers say acoustic targets are easier to hit when the web is handled consistently.
Vendor landscape (quick take)
| Vendor | Core strengths | Lead time | Certs | Support |
|---|---|---|---|---|
| Chongqing OEM (this line) | Integrated oven + water-jet; strong nonwoven know-how | ≈ 12–20 weeks | ISO 9001; supports IATF 16949 audits | On-site commissioning + spares |
| EU integrator A | High-end robotics; deep MES integration | ≈ 20–32 weeks | IATF 16949, ISO 14001 | Global field teams |
| Regional retrofit shop | Low CapEx; reuses legacy conveyors | ≈ 8–12 weeks | Varies | Limited; best-effort parts |

Customization and real-world feedback
Options include wider net-chain for SUV platforms, extra oven zones for thicker stacks, and dual-end water-jet cells for peak seasons. One buyer asked for recipe locks tied to barcode scans—smart move against drift.
Field data (customer QA): Martindale abrasion > 50,000 cycles; fogging (DIN 75201) within Type B limits; FMVSS 302 burn rate pass. It seems that upstream needling consistency matters more than folks admit—when GSM fluctuates, you chase heat curves all shift.
Two quick case notes
- Tier-1 in ASEAN: throughput +22%, scrap down to 1.8%, cycle ~48 s/part after oven retune.
- EU van program: VOC (VDA 278) improved by ≈ 18% with switch to lower-temp TPU film.
If you’re benchmarking Carpet Making Equipment, bring your own material stack to FAT. And to be honest, insist on a fogging/VOC run. For mass models, Carpet Making Equipment with dry-forming plus robot water-jet is the safest path to PPAP.
Citations
- FMVSS 302: Flammability of Interior Materials — https://www.ecfr.gov/current/title-49/subtitle-B/chapter-V/part-571/section-571.302
- GB 8410: Flammability of Automotive Interior Materials — https://www.chinesestandard.net/PDF/English.aspx/GB8410-2006
- ISO 12947 (Martindale Abrasion) — https://www.iso.org/standard/55787.html
- DIN 75201 (Fogging) — https://www.beuth.de/en/standard/din-75201/125207635
- IATF 16949 Automotive QMS — https://www.iatfglobaloversight.org/iatf-16949/
Guangjingxin‘s main series of products include: automotive interior parts and equipment: car parts manufacturing companies
Automotive interior parts (headliner, carpet, coat rack, sun visor, wheel, sound insulation pad, etc.) Production line, headliner wet method line, skylight pull plate wet method line,automatic laminating machineg glue rolling machine, fabric glue rolling line, automatic assembly line. car manufacturers productionCarpet production line, infrared oven, mixed air oven, hot plate heating furnace, light wave heating furnace, die change system, press, interior parts die, die temperature controller, flanging machine, auto manufacturers industrywater knife robot and interior parts supporting equipment.robotics in car manufacturing