Inside the Next Wave of Automotive Interiors: Wet-Method Headliner Production
If you follow the Car Manufacturing Industry closely—some of us can’t help it—you’ll know headliners are having a quiet revolution. Lightweighting, stricter VOC rules, and better NVH performance are reshaping the shop floor. Enter the Automobile Headliner Wet Method Line (Fiberglass Rolling Adhesive Process). I visited the team in Chongqing (No.398, Qianxing Road, Qiantang Town, Hechuan District, P.R.C.) and, to be honest, the line surprised me with how calm and organized it runs when dialed in.
What it does, in plain language
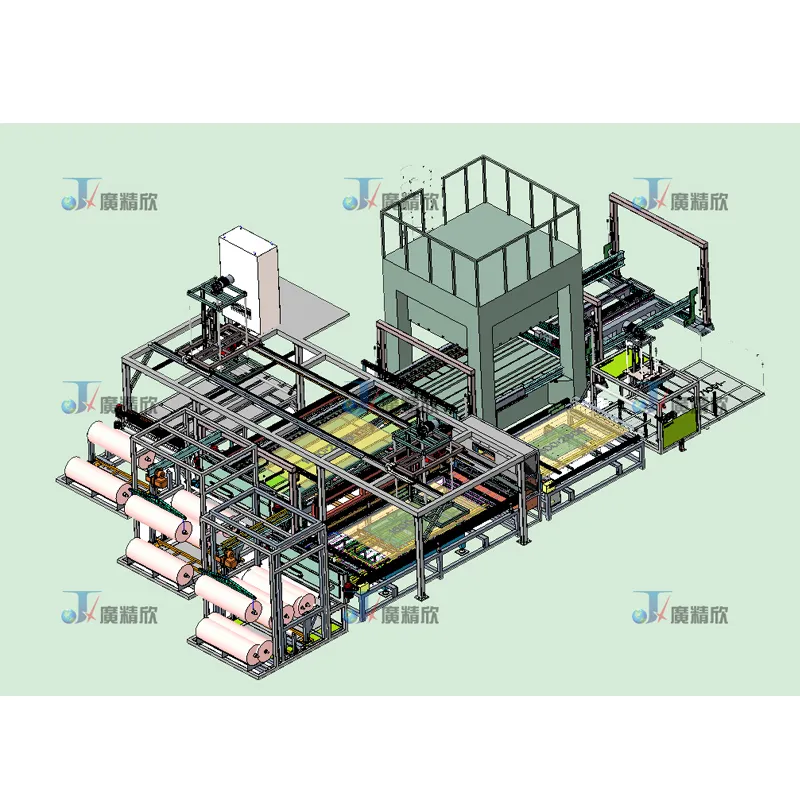
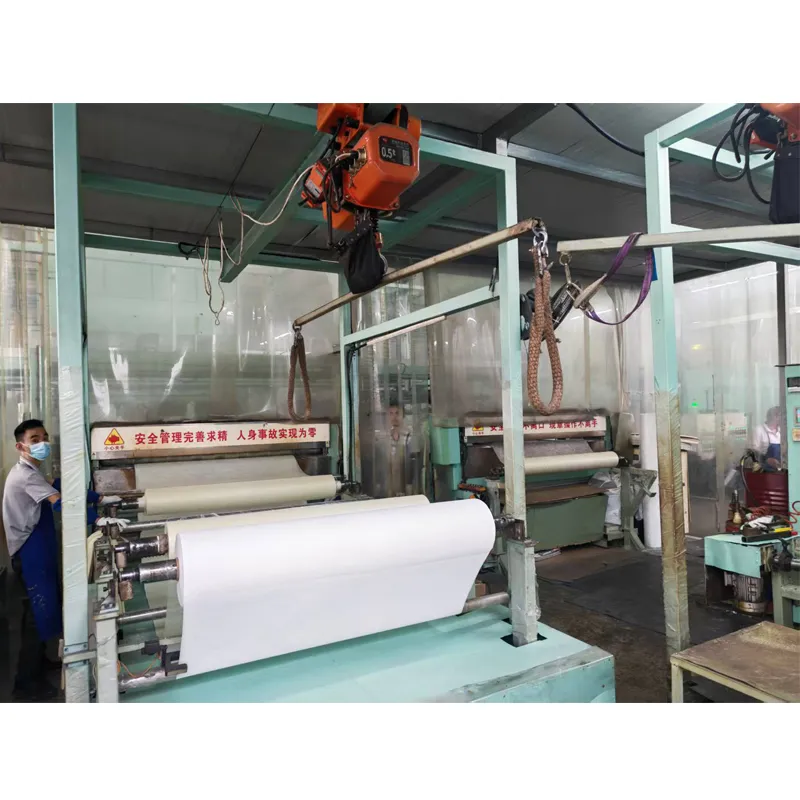
The line rolls glass fiber felt, applies adhesive, sprays PU, overlaps upper/lower non-woven fabrics, and consolidates the sandwich in a forming press. The core modules: PU feeding machine, glass fiber glue rolling machine, pre- and post-spraying conveyors, spraying machine, coil material feeder, cutting unit, transfer machine, feeding/discharging mechanisms. It sounds clinical; in practice, it’s a rhythmic choreography.

Process flow (abridged but real)
- Materials: glass fiber felt (≈80–200 g/m²), PU plate/foam, non-woven skins (PET/PP blends), thermoset/thermoplastic adhesives.
- Methods: adhesive rolling on fiberglass → PU pre-spray → full spray → layup with upper/lower fabrics → forming press (heat + pressure) → trim/cut → QC.
- Testing: flammability (FMVSS 302/ISO 3795), VOC (VDA 278), peel strength (ASTM D903), sound absorption (ISO 354) and odor checks (yes, still subjective sometimes).
- Service life: typically 8–12 years in passenger vehicles; real-world use may vary with climate and UV exposure.
- Industries: passenger cars, SUVs, vans, light trucks; we’ve seen pilot interest from rail interiors too.

Why it’s trending
Automakers want quieter cabins and lower mass, but also clean cabins—low fogging and low odor. The wet method’s controlled adhesive laydown and even PU dispersion help. Many customers say defect rates drop after stabilizing temperature and viscosity windows. And yes, traceability is baked in: barcode/IIoT hooks are becoming standard, not a nice-to-have.

Key specs (typical configuration)
| Line speed | ≈ 6–15 m/min (depends on layup & curing) |
| Max coil width | 1,600–2,200 mm options |
| PU viscosity window | 800–2,000 mPa·s (at 25°C), adjustable |
| Press temp / dwell | 120–180°C / 25–60 s (material-dependent) |
| Uptime target | ≥ 95% with PM schedule |

Vendor snapshot (approximate comparison)
| Vendor | Throughput | Automation | Certifications | After-sales |
|---|---|---|---|---|
| Chongqing Qiantang Line | ≈ 6–15 m/min | High (vision + MES-ready) | IATF 16949 support docs, ISO 9001 | On-site commissioning + remote |
| EU Supplier A | ≈ 5–12 m/min | Medium (robot-ready) | ISO 9001/14001 | Regional hubs |
| Local Integrator B | ≈ 4–10 m/min | Basic | Varies | On-call |

Customization that matters
- Material recipes: PP/PET blends, recycled fibers (where specs allow).
- Adhesive modules: quick-change rollers; closed-loop viscosity control.
- Traceability: QR/laser IDs, lot tracking to press cavity level.
- Emission control: active exhaust and carbon bed for low-VOC targets.

Where it’s used (and what people say)
In the Car Manufacturing Industry this line shows up in Tier-1 trim plants feeding multiple OEM platforms. One foreman told me, “Once we stabilized pre-spray temps, our peel strength rose ~12%.” Another noted a 0.4 dB cabin noise improvement at 1 kHz after switching to a higher loft non-woven—small on paper, but you hear it.
Quality and compliance, quickly
Routine checks include FMVSS 302/ISO 3795 flammability burn rates, VDA 278 VOC/fog targets, and ISO 354 panels for absorption. Data ties into MES, so audits are less painful. For the Car Manufacturing Industry, IATF 16949 alignment is table stakes; the line supports layered process audits and SPC on adhesive weight and press temperature.

A quick case snapshot
A multi-brand Tier-1 in Southeast Asia added a second shift after cycle-time tuning: speed nudged from 8 to 11 m/min, first-pass yield improved from 92.1% to 96.8%. They tweaked dwell by +8 s and narrowed PU viscosity variation to ±120 mPa·s. Not magic—just process discipline.
References
- [1] FMVSS 302 – Flammability of interior materials (U.S. DOT/NHTSA)
- [2] ISO 3795 – Road vehicles, determination of burning behavior of interior materials
- [3] IATF 16949 – Automotive Quality Management System
- [4] VDA 278 – Thermal Desorption Analysis of Organic Emissions
- [5] ISO 354 – Acoustics, measurement of sound absorption in a reverberation room
Guangjingxin‘s main series of products include: automotive interior parts and equipment: car parts manufacturing companies
Automotive interior parts (headliner, carpet, coat rack, sun visor, wheel, sound insulation pad, etc.) Production line, headliner wet method line, skylight pull plate wet method line,automatic laminating machineg glue rolling machine, fabric glue rolling line, automatic assembly line. car manufacturers productionCarpet production line, infrared oven, mixed air oven, hot plate heating furnace, light wave heating furnace, die change system, press, interior parts die, die temperature controller, flanging machine, auto manufacturers industrywater knife robot and interior parts supporting equipment.robotics in car manufacturing