What I Learned Touring an Automobile Wheel House Production Line
If you build wheel arch liners for passenger cars or light trucks, you’ve probably noticed the quiet revolution: faster thermoforming, smarter QC, and lines that simply don’t stop. I’ve walked a few plants this year and, to be honest, the best setups combine infrared heating, tight tooling, and gentle handling. This line from Chongqing (origin: No.398, Qianxing Road, Qiantang Town, Hechuan District, P.R.C.) fits that template.
Why this matters now
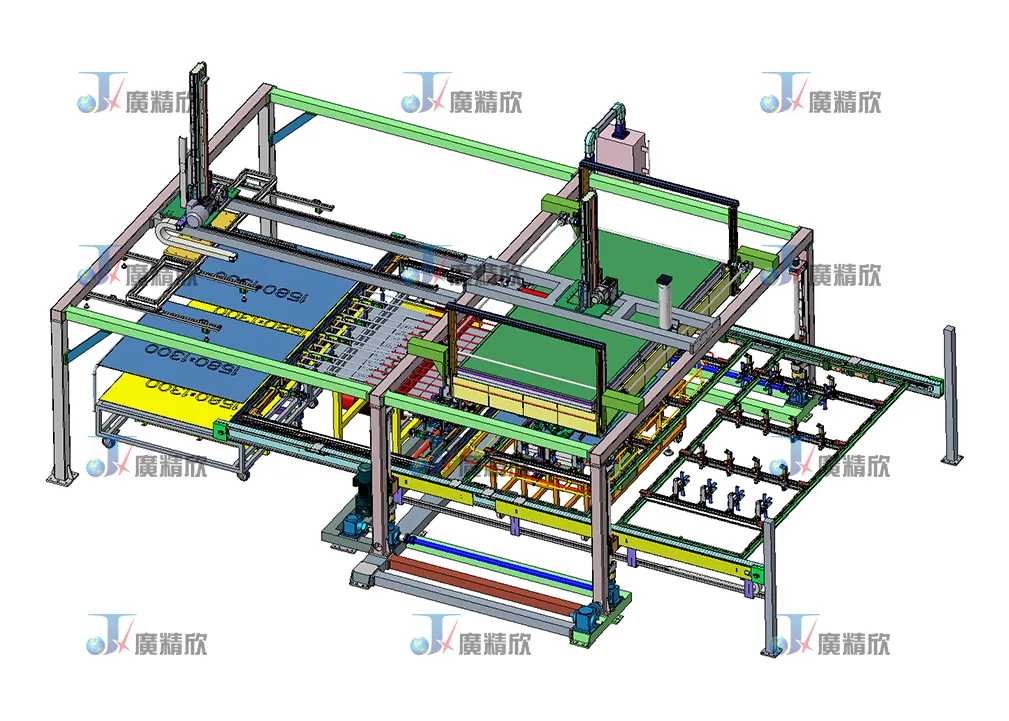
EV platforms are pushing for weight reduction and acoustic performance. Wheel housings (often PP, TPO, or composite with PET nonwovens) must balance stiffness, splash resistance, and sound damping. The Automobile Wheel House Production Line I saw leans on an automatic feeder, conveyor, infrared heating, precision forming mold, and automated unloading—humming along at ≈60 s/piece. Not hype; it’s the new normal.

Typical process flow (field notes)
- Materials: PP-GF15/30, TPO sheets, PET felt laminates; sometimes ABS for niche models.
- Feeding: Automatic destacking with sheet edge sensors; traceability labels applied.
- Heating: Zoned IR panels with closed-loop pyrometers; real-world uniformity within ±3–5 °C.
- Forming: Upper/lower mold with vacuum assist and servo-trim options.
- Cooling & edge finishing: Air knives + punch/trim station; swarf captured.
- QC: In-line vision for profile; off-line CMM and ultrasonic thickness checks.
- Packing: Robot or gravity chute to racks, barcode logged to MES.

Specs at a glance
| Item | Typical Value |
|---|---|
| Cycle time | ≈ 60 s/piece (part geometry dependent) |
| Forming area | up to around 1600 × 1400 mm |
| Heating | Zoned infrared, closed-loop control |
| Supported materials | PP, TPO, PET felt laminates, PP-GF |
| Power | 380–415 V, 50/60 Hz, 3Ph (site-specific) |
| Air | 0.6–0.8 MPa, dry & filtered |
| Controls | PLC + HMI, MES/OPC UA ready |
| Safety | Designed to meet ISO 14120 / EN ISO 13849-1 |

Quality, testing, and service life
Plants running the Automobile Wheel House Production Line usually target IATF 16949-compliant systems and VDA 6.3 audits. Typical acceptance: dimensional tolerance ±0.5–1.0 mm (CMM), thickness ±0.2 mm (UT), adhesion and stone-chip per OEM specs (e.g., SAE J400), and corrosion on metal inserts via ISO 9227. With preventive maintenance (quarterly thermal calibration, annual mold refurbishment), service life stretches beyond 10 years—no drama.

Where it’s used
Passenger cars, SUVs, pickups, and increasingly EVs. Also niche: commercial vans seeking quieter cabins. Many customers say acoustic liners from this line cut road-noise peaks by a few dB in cabin tests—it’s noticeable, even if small.

Vendor snapshot (my quick notes)
| Vendor | Core tech | Cycle time | Customization | After-sales | Certs/Compliance |
|---|---|---|---|---|---|
| HeadliningLine (Chongqing) | IR heating, vacuum forming, inline vision | ≈60 s/piece | High; tooling and MES options | Remote + on-site (APAC/EU partners) | Supports IATF/CE compliance |
| Vendor A (Asia integrator) | Basic IR + manual trim | 70–90 s | Medium | Regional | Varies by project |
| Vendor B (EU thermoform OEM) | Advanced IR + servo trim | 55–70 s | High | Global | CE, functional safety docs |

Customization that actually helps
- Molds tailored to LHD/RHD variants; quick-change frames.
- Acoustic stackups (PET felt layers) with adjustable heat soak.
- Inline laser marking and barcode traceability to MES.
- Functional safety packages up to PL d, depending on risk assessment.

Two quick case notes
Tier-1 in Eastern Europe: Switched from manual trim to servo-trim; scrap fell by ~2.1%, OEE rose to 88% in three months.
EV startup in APAC: Adopted PET felt composite; IR zones tuned to avoid fiber singeing. Cabin noise (70–80 km/h) dropped ≈1.8 dB(A) after SOP. Not bad.

Final take
The Automobile Wheel House Production Line is fast, predictable, and friendly to audits. If your program needs steady 60-second takt, robust quality gates, and practical customization, this is worth a hard look.

Authoritative references
- IATF 16949:2016 – Automotive QMS Requirements: https://www.iatfglobaloversight.org/
- ISO 14120 – Safety of machinery, guards: https://www.iso.org/standard/54470.html
- EN ISO 13849-1 – Safety-related parts of control systems: https://www.iso.org/standard/69883.html
- VDA 6.3 – Process Audit: https://www.vda-qmc.de/
- ISO 20457 – Plastics moulded parts tolerances: https://www.iso.org/standard/67914.html
- ISO 9227 – Corrosion tests in artificial atmospheres (salt spray): https://www.iso.org/standard/63543.html
Guangjingxin‘s main series of products include: automotive interior parts and equipment: car parts manufacturing companies
Automotive interior parts (headliner, carpet, coat rack, sun visor, wheel, sound insulation pad, etc.) Production line, headliner wet method line, skylight pull plate wet method line,automatic laminating machineg glue rolling machine, fabric glue rolling line, automatic assembly line. car manufacturers productionCarpet production line, infrared oven, mixed air oven, hot plate heating furnace, light wave heating furnace, die change system, press, interior parts die, die temperature controller, flanging machine, auto manufacturers industrywater knife robot and interior parts supporting equipment.robotics in car manufacturing