Inside the Automobile Wheel House Production Line: what’s really driving throughput in 2025
If you spend your days chasing takt time and dimensional stability, you’ll appreciate this: the newest Automobile Wheel House Production Line setups are quietly becoming the unsung heroes of EV and SUV plants. I’ve walked a few of these floors; the mix of infrared (IR) heating, servo-driven forming, and smarter conveying feels, well, mature. Not flashy—just fast and reliable.
Industry trends (and what buyers keep asking)
More composites, tighter NVH targets, and less energy per part. Tier-1s want closed-loop temperature control, PPAP-ready data logging, and fast die change (obviously). Surprisingly, many customers say remote diagnostics saved them more downtime than any single mechanical upgrade. To be honest, that tracks with what I’ve seen.

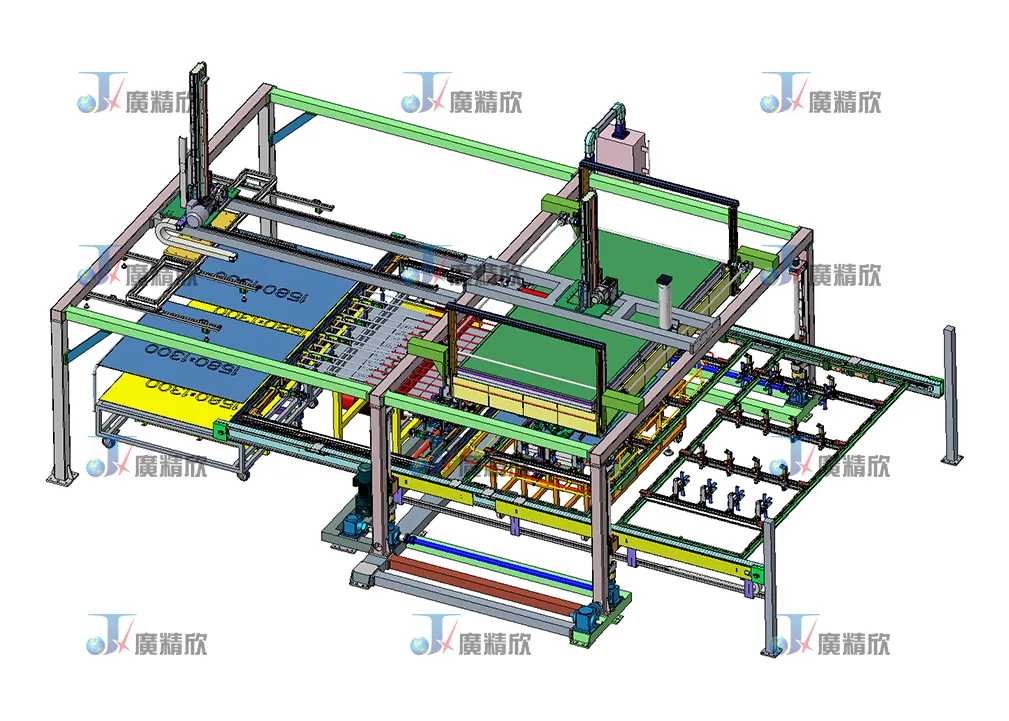
Process flow and materials
- Automatic feeding: rolls/sheets of PP-felt, TPO skin, PET fiber mats, or SMC blanks.
- Conveying: anti-scratch belts with optical sensors; FIFO buffer to keep presses busy.
- Infrared heating: multi-zone IR arrays, pyrometer feedback; ±3 °C zone stability in practice.
- Forming: servo press with water-cooled tool steel molds; vacuum assist for edges and deep draws.
- Trimming/finishing: 6-axis router or kiss-cut; optional hot-knife for flash.
- QA: in-line laser profile, CMM sampling, PPAP Level 3 packs; SPC on flange thickness.
- Unloading & stacking: robotic destack with part ID for full traceability.
Common tests: ISO 527 tensile on coupons, ISO 179 impact for liners, ASTM B117 salt spray on metallic inserts, and NVH mapping (road-grit simulation) for the wheel arch. Real-world service life is typically ≈10–15 years or >30,000 machine hours, depending on shift patterns and maintenance.

Key specs (typical configuration)
| Parameter | Spec (≈, real-world may vary) |
|---|---|
| Cycle time | Up to 60 s/part |
| Heating | Multi-zone IR, closed-loop pyrometer control |
| Materials | PP felt, TPO, PET fiber, SMC; metal inserts optional |
| Forming force | ≈ 200–800 kN (tool-dependent) |
| Dimensional repeatability | ±0.3 mm on key datums |
| Energy per part | ≈0.6–1.1 kWh |
| Certifications | CE (Machinery), EN 60204-1, supports IATF 16949 quality systems |

Where it’s used
High-volume EV platforms, compact SUVs, and pickup programs. Plants chasing lower curb weight like the thermoplastic liners; heavy-duty trims sometimes go SMC. One buyer told me scrap fell from 4.8% to 1.7% after switching to a Automobile Wheel House Production Line with better thermal zoning. Not magic—just repeatable heat.

Compliance, data, and safety
Typical FAT data I’ve seen: 10,000-cycle dry run with OEE ≈ 90–93%, unplanned stops

Vendor comparison (quick reality check)
| Vendor | Cycle time | Heating | OEE (field) | Certs | Notes |
|---|---|---|---|---|---|
| Chongqing HQL Line (this system) | ≈60 s | Multi-zone IR | 90–93% | CE, EN 60204-1 | Strong remote support, quick die change |
| Vendor X (EU) | ≈65–75 s | IR + convection mix | 88–91% | CE | Premium price; solid documentation |
| Vendor Y (budget) | ≈80–95 s | Basic IR | 82–86% | CE (partial) | Lower CAPEX; limited analytics |

Customization
- Tooling: quick-change carts, mold temp control (water or oil) and vacuum channels.
- QA stack: in-line vision, barcode/RFID traceability, MES/ERP connectors.
- Safety: light curtains, interlocks, and e-stops per local code.
- Energy: heat-recovery ducts; night-mode standby to cut kWh by ≈15–20%.

Case note and origin
A Thailand Tier‑1 ramped to 2,200 parts/day; scrap down from 5.0% to 1.4% after tuning IR zones and adding SPC on flange thickness. Payback came in under 14 months, which is faster than they expected, honestly.
Origin: No.398, Qianxing Road, Qiantang Town, Hechuan District, Chongqing, P.R.C.

If you’re benchmarking a Automobile Wheel House Production Line, ask for: FAT data (10k-cycle run), energy-per-part logs, PPAP templates, and a sample PFMEA. Small ask, big clarity.

References
- IATF 16949:2016 – Automotive Quality Management Systems.
- ISO 12100 – Safety of machinery: risk assessment and risk reduction.
- EN 60204-1 – Safety of machinery: Electrical equipment of machines.
- ASTM B117 – Standard Practice for Operating Salt Spray (Fog) Apparatus.
- ISO 527 and ISO 179 – Tensile and impact testing of plastics.
Guangjingxin‘s main series of products include: automotive interior parts and equipment: car parts manufacturing companies
Automotive interior parts (headliner, carpet, coat rack, sun visor, wheel, sound insulation pad, etc.) Production line, headliner wet method line, skylight pull plate wet method line,automatic laminating machineg glue rolling machine, fabric glue rolling line, automatic assembly line. car manufacturers productionCarpet production line, infrared oven, mixed air oven, hot plate heating furnace, light wave heating furnace, die change system, press, interior parts die, die temperature controller, flanging machine, auto manufacturers industrywater knife robot and interior parts supporting equipment.robotics in car manufacturing